铁艺的颜色分类及可能存在的问题
铁艺的颜色分类及可能存在的问题:
铁艺颜色的制作主要分以下几类:
一、主材颜色:制作主体花形的方钢或扁铁等称为主材。
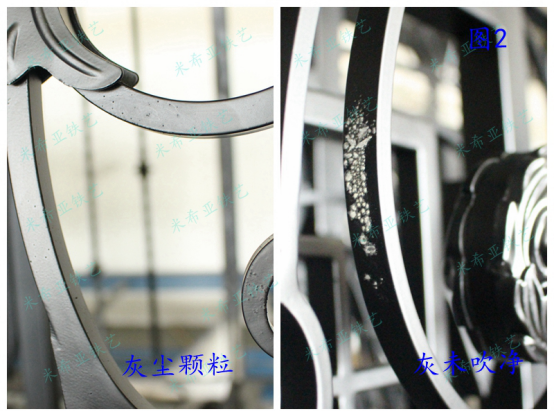
1.纯色。也就是整体就一个颜色,如纯白,纯黑,纯银,纯金,纯灰等等颜色。由于光线反射的原因纯的颜色很容易显现出材料本身存在的瑕疵和焊接点经过打磨不平整而产生的瑕疵(见图1)。而且纯色产品在出现撞伤等现象时比较难以修复,一般需要退回工厂重新进行喷涂上色。

(1)纯黑和纯白可以直接静电喷涂。
所选用的光泽尽可能为亚光的,因为亚光反射光线没有那么强烈,工件原本存在的瑕疵还不是很明显。如选用亮光的那么瑕疵会因为光线反射的原因而特别的明显。
(2)纯银,纯金,纯灰。
此类颜色的制作工艺:a,工件上先进行静电喷涂,喷成白色或者黑色,这样可以增加产品的防锈能力,避免出现生锈的情况。
b,对喷涂后的工件进行手工喷四遍漆,喷上所需颜色,每一遍漆不能厚,厚了会产生流挂现象。喷下一遍的时候需要在上一遍油漆完全干透的情况下进行,否则会产生起泡的现象。
c,此种加工工艺由于容易受静电吸附、灰尘等影响而出现颗粒现象等的瑕疵
2.描边工艺。是指在标准材料上如方钢、扁铁上喷了基础色之后(亚光白、亚光黑等)四个棱角上由纯手工描上特定的颜色作为修饰。具体有描金边、青铜边、红棕边、紫铜边、银边等。(见图3)。描边后的产品视觉上感觉比较清爽,轮廓分明,很形象的突出了线条的柔和之美。描边的工艺好、差决定于三方面,一方面是油漆调制的配方,另一方面是工人师傅的手感,第三方面是铜粉颗粒的粗细,描边工艺需要线条均匀顺滑,线条不能断断续续。要求高所以加工速度比较慢,成本也相对较高。如果通风道颗粒太粗摸上去的手感就会比较粗糙,当然铜粉颗粒越细价格就会越高。配方不好,会导致描上去的颜色粘附力不好,稍微刮一下就会产生掉漆的情况。(见图3▼)

3.做旧工艺,也称扫颜色。是工件已经喷上了基础色(白色、黑色、灰色)的情况下通过手工扫上带颜色的铜粉在工件上,起到修饰作用。扫颜色分轻扫和重扫(见图4)。轻扫指的是看上去底色多,铜粉的颜色少。重扫指的是看上去底色少,铜粉的颜色多。一般没有特别要求都会采用轻扫的模式。具体有亚光黑扫红棕、亚光黑扫金、亚光黑扫青铜、亚光黑扫紫铜、亚光黑扫银、亚光白扫青铜、亚光白扫金等(见图5)。扫色工艺受温度、湿度、配方、铜粉颗粒粗细、人工的手感等因素影响,这些因素任何一项发生变化就会影响到颜色,产生色差,所以扫色的产品一定是存在着色差的情况。铜粉颗粒的粗细直接影响到扫色以后工件的手感,颗粒越粗手感就越粗糙,颗粒越细手感越光滑。


二、配件颜色:工件上所搭配的花叶称为配件。
1.花叶扫色工艺。在经过静电喷涂处理后的花叶上扫上不同的颜色。具体标准和主材扫色工艺基本类似,(见图6)此类工艺在铁艺栏杆制作中运用最为广泛。成本也是相对比较低的。

2.花叶喷金工艺。此工艺就是在经过静电喷涂处理后的花叶上喷上金色的漆,喷漆前需要把边上的主材也就是不需要喷金的地方包起来,喷金也跟主材喷金一样经过很多道工艺,速度慢,效率低所以相对成本比较高(见图7)。

3.花叶勾边工艺。此工艺就是对经过静电喷涂处理后的花叶突出的地方及花叶的轮廓部分用有颜色的铜粉进行修饰的加工工艺(见图8)。该工艺可以让花叶从视觉上感觉立体感更强,看上去也比较清爽。

4.花叶镀金工艺。此工艺是指对除锈抛光好以后的花叶通过电镀工艺,在花叶上镀上24K真金或者仿金。(见图9)使得花叶视觉上有金光闪闪的感觉。在整体的铁艺上起到了画龙点睛的作用,也提升了整体铁艺的档次,工艺感觉上也更加的细腻。此工艺只适合铜、铝花叶配件,不适合铁制花叶配件(电镀层太薄容易导致铁生锈)。

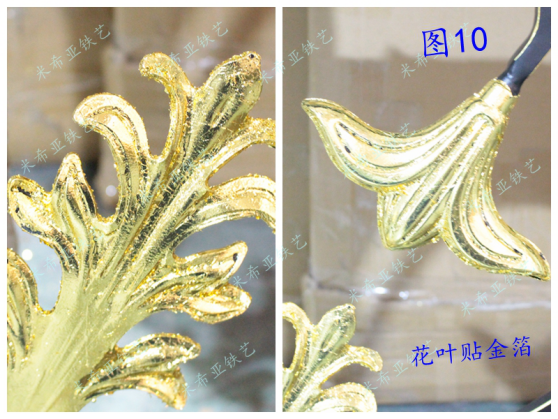
5.花叶贴金箔工艺。此工艺就是对经过静电喷涂处理后的花叶贴上金箔,让花叶有金光闪闪的感觉,为防止金箔被刮伤,一般会在贴好的金箔上刷上一层清漆(见图10)。贴金箔工艺一般适合铁制花叶,铜、铝花叶可以直接镀金。贴金箔工艺都是由手工完成,金箔的质量越好价格也就越高,所以此工艺成本相对也较高。
6.花叶整体描金工艺。此工艺就是对经过静电喷涂处理后的花叶用描笔手工对整个花叶进行描金处理的工艺。此种工艺只针对铁艺花片比较复杂,不适合喷金的情况下所采用的工艺。(见图11)


